Types of Welding

3G Position. Welding in a 3G position means moving the torch vertically, up and down across a surface. This is in contrast with 1G (flat surface welding), 2G (horizontal welding), and 4G (overhead ceiling welding). Characteristics. Vertical welding has the advantage of moving faster than the other positions.

• For the root pass on a 4g mig test, I like a slight drag angle…but 90 degrees works too. • For the second pass as well as the cover pass, I try to keep the torch at 90 degrees or a slight push angle.

In welding, the common corner joints are classified as flush or closed, half open, and full open. The corner joint is used to join two members located at approximately right angles to each other in the form of an L. The fillet weld corner joint (view A, fig.

Corner Welding Joint. Corner Joint Being one of the most popular welds in the sheet metal industry the Corner welding joint is used on the outer edge of the piece. This weld is a type of joint that comes together at right angles between two metal parts to form an L.

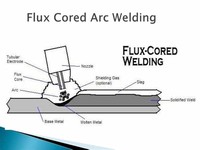
Flux cored arc welding is the most productive of the manual welding processes! When comparing MIG welding to flux core arc welding, there is a huge gap in production, in the amount of weld per hour. A MIG welder can typically produce 5 to 8 pounds of weld per hour, versus a FCAW welder packing 25 plus pounds of weld per hour.
Flux cored arc welding is the most productive of the manual welding processes! When comparing MIG welding to flux core arc welding, there is a huge gap in production, in the amount of weld per hour. A MIG welder can typically produce 5 to 8 pounds of weld per hour, versus a FCAW welder packing 25 plus pounds of weld per hour.

Gas tungsten arc welding. The electrode used in GTAW is made of tungsten or a tungsten alloy, because tungsten has the highest melting temperature among pure metals, at 3,422 °C (6,192 °F). As a result, the electrode is not consumed during welding, though some erosion (called burn-off) can occur.

A lap joint is the joint between two pieces of metal in which the edges or ends are overlapped and fastened together to produce a continuous or flush surface. Several types of lap joint techniques exist and are employed depending on the type of materials, shape, and thickness of the parts or the application of the jointed object.

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) welding or metal active gas (MAG) welding, is a welding process in which an electric arc forms between a consumable wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to melt and join.

An Introduction to SMAW – Shielded Metal Arc Welding Posted: August 5, 2014 by Oanh Nguyen If you’re considering a career in welding, refining your skill in the most-used welding type will often help to provide secure employment for years into the future.

In welding, tee joints are used to weld two plates or sections with surfaces located approximately 90 degrees to each other at the joint, but the surface of one plate or section is not in the same plane as the end of the other surface. A plain tee joint welded from both sides is shown in [view B, figure 6-22][1].

Gas Tungsten Arc Welding (GTAW) or TIG Welding When most people hear the term welding, they think of metals being fused together, creating sparks similar to those produced by a 4th of July sparkler. This “messy” process of welding produces slag (i.e., byproducts that chips off the weld). It’s known as “Arc Welding” or “Shielded Metal Arc Welding” (SMAW) and is a very popular form of welding.